




鉛フリー快削黄銅GloBrass®、ECO BRASS®は、RoHS指令、ELV指令、水道水質基準などに適応した人と環境に優しいエコマテリアルです。
GloBrass®は一般黄銅をベースにして開発した新製品であり、かつ良好な切削加工性を有しています。また高強度と良好な加工性を両立し、細棒も提供できます。従って鉛含有快削黄銅が用いられるようなボリュームゾーンに適用でき、代替材として最適です。
ECO BRASS®はオーステナイト系ステンレス(JIS:SUS304)と同等の強度を持っています。切削加工性や耐水素脆化性に優れる為、ステンレスの代替材として魅力的です。
またGloBrass®、ECO BRASS®を加工後、発生したスクラップを適正価格で買い取ります。
GloBrass®、ECOBRASS®の鉛含有量は0.09%以下であり、欧州のELV指令、RoHS指令、また飲料水などの各種規制に適応しています。
鉛含有量に厳しい基準を持つ米国の飲料水規格NSF61(鉛溶出量5ppb)にも対応しています。人体に与える影響が小さいSiを添加することにより、合金特性を向上させており、環境負荷物質をほとんど使用していません。
| 施行時期 | 地域 | 規制名称 | 分野 | 内容 |
|---|---|---|---|---|
| 2003年4月 | 日本 | 平成14年厚生労働省令第43号 | 水道 | 鉛に関する水質基準を0.05mg/Lから0.01mg/L(およそ10ppb)に改正 |
| 2011年4月 | 米国 | NSF14 | 水道 | 耐脱亜鉛腐食性、耐応力腐食割れ性による規制 |
| 2012年7月 | 米国 | NSF61 | 水道 | 鉛溶出規制(15ppb→5ppb) |
| 2014年1月 | 米国 | S3874 | 水道 | 水栓金具類の鉛含有量規制(加重平均 0.25%) |
| 2017年12月 | 欧州 | ELV指令 | 自動車 | 鉛含有量0.1%以下(特例で銅合金の4.0%の鉛含有の認可を継続) |
| 2018年5月 | 欧州 | RoHS指令 | 電子機器 | 鉛含有量0.1%以下(特例で銅合金の4.0%の鉛含有の認可を継続) |
| 2021年1月 | 欧州 | Drinking Water Directive | 水道 | 鉛溶出規制(10ppb→5ppb) |
| 2022年9月 | 豪州 | NSF372 | 水道 | 水栓金具類の鉛含有量規制(加重平均 0.25%)※移行期間3年 |
| 2023年2月 | 米国 | Chan Bill(カリフォルニア) | 水道 | 鉛溶出規制(5ppb→1ppb)※予定 |
| 2024年1月 | 米国 | NSF61 | 水道 | 鉛溶出規制(5ppb→1ppb)※予定 |
RoHS 指令・ELV 指令では、電気・電子部品や自動車部品に、鉛、水銀、カドニウム、六価クロムなどの含有を禁止しています。ただし一時的に、例外(適用除外項目)が定められており、銅合金には、鉛の含有が4%まで認められています。
ELV指令においては、2021年11月に2024年まで鉛の適用除外の延長、RoHS指令においても、2021年12月に2026年7月まで鉛の適用除外の延長が、コンサルにより提案されました。
しかし、次回の見直しでは適用除外範囲を特定し範囲を絞り込むべきであるとの提案もされています。
※最新情報は OEKO のウェブサイト(https://rohs.exemptions.oeko.info/)に掲載されています
ECO BRASS®は世界No.1の販売実績を誇る鉛フリー快削黄銅であり、2019年度、世界累積販売量は30万トン※に到達しました。
ECO BRASS®はJIS、ASTM、EN規格に登録されています。累積販売量の約7割が欧米であり、全世界で認知されている素材です。
新製品のGloBrass®についても、EN規格に登録する為の準備を進めています。
※当社以外の販売量を含む
GloBrass®は一般黄銅をベースに開発した新製品です。高強度と良好な加工性を有し、細棒も提供できます。従って鉛含有快削黄銅が用いられるような小物部品(ボリュームゾーン)に適用できます。
ECO BRASS®シリーズは、軸となるECO BRASS®、耐エロージョン性※1に優れたSnECO®、耐コロージョン性※2に優れたECO-CR®の3種類を規格化しています。鉛含有快削黄銅に比べて、高強度、優れた耐摩耗性、耐腐食性を有しています。ソレノイドバルブなどの車載部品、電気部品、水栓金具の採用例があり、幅広く使用されています。
水栓金具 : 水道メーター、水栓継手、節水ノズル、スプリンクラーヘッド
車載部品 : ソレノイドバルブ、ターボチャージャーのベアリング、ブレーキ部品、リリーフバルブ、温度センサー、インサートナット、タイヤバルブ
電気部品 : エアコンの二方弁・三方弁・フレアナット、コネクタ端子
時計 : リューズ、ケース
| 合金名 | 耐コロージョン性 | 耐エロージョン性 | 用途 | ||
|---|---|---|---|---|---|
| 水栓金具 | 車載部品 | 電気部品 | |||
| GloBrass® | △ | △ | △ | ○ | ○ |
| ECO BRASS® | ○ | ○ | ○ | ○ | ○ |
| SnECO® | ○ | ◎ | ◎(流速が速い) | - | - |
| ECO-CR® | ◎ | ○ | ◎ | - | - |
| 鉛含有快削黄銅 C3604 | △ | △ | △ | ○ | ○ |



GloBrass®は、鉛含有快削黄銅よりも、様々な特性で優れています。導電率はリン青銅(13%IACS)よりも高い数値を示し、信号系コネクタ端子材として使用できます。
ECO BRASS®シリーズは、耐食性、耐摩耗性に優れており、オーステナイト系ステンレスに匹敵する強度を有しています。
| 合金名 | 引張強度 | 耐摩耗性 | 耐食性 | 切削性 | 鍛造性 | 鋳造性 | 導電率 (%IACS) |
|---|---|---|---|---|---|---|---|
| GloBrass® | ○ | ○ | △ | ○ | ◎ | ○ | 16 |
| ECO BRASS® | ○ | ○ | ○ | ○ | ○ | ○ | 8 |
| SnECO® | ○ | ○ | ◎ | ○ | ○ | ○ | 8 |
| ECO CR® | ○ | ○ | ◎ | ○ | ○ | ○ | 8 |
| 鉛含有快削黄銅 C3604 | △ | △ | △ | ○ | - | - | 26 |
| 鉛含有鍛造用黄銅 C3771 | △ | △ | △ | ○ | ○ | - | 27 |
| ステンレス(SUS304) | ○ | ◎ | ○ | △ | △ | - | 2 |
ECO BRASS®シリーズの規格登録番号と化学成分を示します。
(重量%)
| 合金名 | 形状 | 合金No. | Cu | Si | P | Sn | Pb※1 | Cd※1 | Zn | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| CDA | JIS | EN | |||||||||
| ECO BRASS® | 棒 | C69300 | C6932 | CW724R | 75.5 | 3.0 | 0.08 | <0.1 | <0.09 | <0.0075 | 残部※2 |
| 鋳物 | C87850 | CAC804 | CB768S | 76.0 | 3.0 | 0.08 | <0.1 | <0.09 | <0.0075 | 残部※2 | |
| SnECO® | 棒 | C69310 | C6931 | - | 76.0 | 3.0 | 0.08 | 0.5 | <0.09 | <0.0075 | 残部※2 |
| 鋳物 | C87870 | CAC804 | - | 76.0 | 3.0 | 0.08 | 0.5 | <0.09 | <0.0075 | 残部※2 | |
| ECO-CR® | 棒 | - | - | CW724R | 76.3 | 3.2 | 0.09 | 0.2 | <0.09 | <0.0075 | 残部※2 |
| GloBrass® | 棒 | C68370 | - | - | 62.5 | 1.0 | 0.07 | <0.2 | <0.1 | <0.0075 | 残部※2 |
GloBrass®、ECO BRASS®シリーズの製品形状を示します。ニーズに沿った様々な形状で提供します。
 棒 棒 |
 鍛造品 鍛造品 |
 鋳造用 鋳造用インゴット |
 連続 連続鋳造棒 |
 連続 連続鋳造管 |
|
|---|---|---|---|---|---|
| GloBrass® | ○ | ○ | ○ | - | - |
| ECO BRASS® | ○ | ○ | ○ | ○ | ○ |
| SnECO® | ○ | ○ | ○ | ○ | ○ |
| ECO-CR® | ○ | ○ | ○ | - | - |
GloBrass®、ECO BRASS®の物理的性質を示します。
(代表値)
| 特性 | GloBrass® | ECO BRASS® | 鉛含有快削黄銅 C3604 |
青銅鋳物 CAC406 |
|---|---|---|---|---|
| 密度 g/cm3 |
8.3 | 8.3 | 8.5 | 8.8 |
| 熱伝導度 W/m・K |
73 | 35 | 114 | 70 |
| 導電率 %IACS |
16 | 8 | 26 | 15 |
| 熱膨張係数 ×10-6/℃ |
19 | 20 | 21 | 18 |
| 液相温度 ℃ |
880 | 890 | 900 | 1010 |
| 固相温度 ℃ |
865 | 855 | 885 | 860 |
ECO BRASS®の強度はSUS304に匹敵します。
| 特性 | GloBrass® | ECO BRASS® | 鉛含有快削黄銅 C3604 |
オーステナイト系ステンレス SUS304 |
|---|---|---|---|---|
| 引張強さ MPa |
625 | 650 | 435 | 660 |
| 0.2%耐力 MPa |
470 | 420 | 295 | 310 |
| 伸び % |
20 | 20 | 25 | 55 |
| 硬さ HV |
(185) | (200) | (140) | (160) |
| 特性 | ECO BRASS® | 青銅鋳物 CAC406 |
|---|---|---|
| 引張強さ MPa |
400 | 220 |
| 0.2%耐力 MPa |
170 | - |
| 伸び % |
20 | 15 |
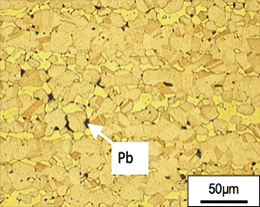
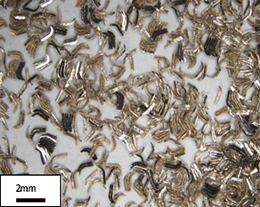
C3604では、軟質で低融点なPb粒子に応力集中し、切屑が分断されます。
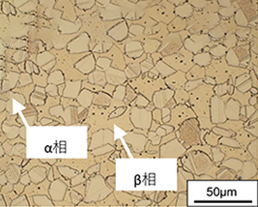
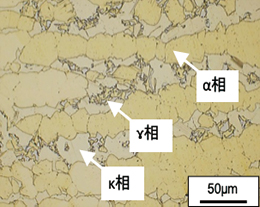
一方、GloBrass®は、α・β相で構成され、切削時にβ相に応力集中し、切屑が分断します。ECO BRASS®は、α・κ・γの3相で
構成され、切削時に硬質なκ・γ相に応力集中し、切屑が分断します。
またGloBrass®、ECO BRASS®は、低融点金属を含有しないので、乾式切削(ドライ切削)も可能です。
C3604と同じ加工条件で切屑が分断しない場合、切削速度を下げて、送りを上げて下さい。またチッピング等の工具刃先損傷を生じた場合、
ステンレス加工用工具など、刃先にホーニング(微小R)を施した工具に変更してください。
|
GloBrass®
|
ECO BRASS®
|
鉛含有快削黄銅 C3604
|
|
|---|---|---|---|
| 金属組織 |
 |
 |
 |
| 切屑外観 |
 |
 |
 |
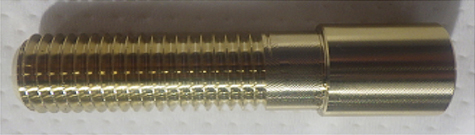
外径・端面旋削、ドリル・ねじ切り・突っ切り加工の切削事例を示します。GloBrass®、ECO BRASS®は、トラブルを生じやすいドリル・ねじ切り加工でも、鉛快削黄銅C3604と同じ条件で切削を行うことができました。またステンレスSUS303よりも、短いサイクルタイムで加工することができました。
切削加工の動画はこちら(https://youtu.be/X2Ie3rsLKu0)
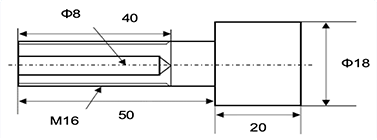
Φ20mm丸棒から切削加工した部品(写真はGloBrass®)
| 工程 | 切削工具※ | GloBrass®、ECO BRASS® C3604 (乾式切削) |
SUS303 (湿式切削) |
||||||
|---|---|---|---|---|---|---|---|---|---|
| ホルダー | インサート | 回転数 (min-1) |
周速 (m/min) |
送り (mm/rev) |
回転数 (min-1) |
周速 (m/min) |
送り (mm/rev) |
||
| 1 | 端面 | SDJCR1212M11 | DCMT11T304-LM (VP15TF) |
2122 | 120 | 0.1 | 1768 | 100 | 0.1 |
| 2 | リーディングドリル | DLE1000S100P090 | - | 2785 | 70 | 0.07 | 1194 | 30 | 0.05 |
| 3 | ドリル | MVS0800X05S080 | - | 3183 | 80 | 0.1 | 2387 | 60 | 0.1 |
| 4 | 外径 | SDJCR1212M11 | DCMT11T304-LM (VP15TF) |
1989 | 100 | 0.1 | 1592 | 80 | 0.1 |
| 5 | ネジM16 | MMTER1212H16-C | MMT16ERG60-S (VP15TF) |
700 | - | 2 | 700 | - | 2 |
| 6 | 外径 | SDJCR1212M11 | DCMT11T304-LM (VP15TF) |
1768 | 100 | 0.1 | 1415 | 80 | 0.1 |
| 7 | 突っ切り | GYSR1212JX00-D13 | GY2M0200D020N-GS (VP20RT) |
2000 | - | 0.1 | 2000 | - | 0.1 |
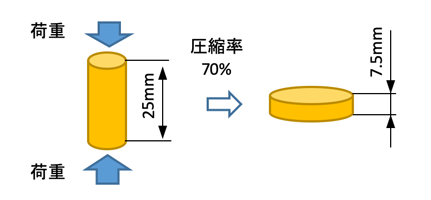
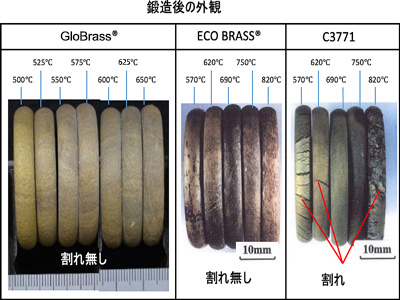
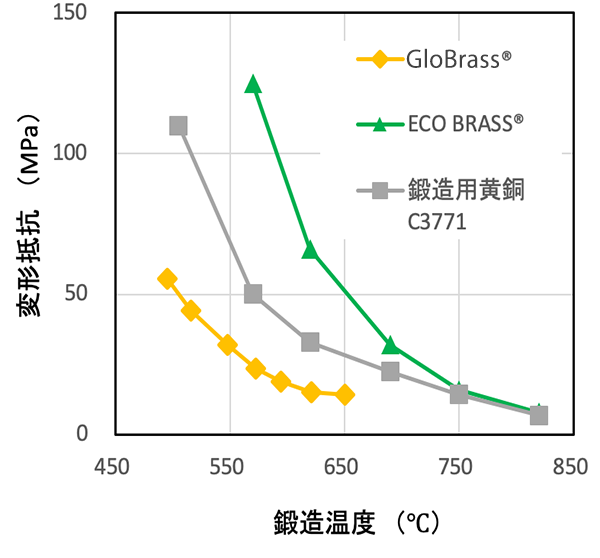
鍛造用黄銅C3771に比べて、GloBrass®の変形抵抗は非常に低く、割れが発生していません。GloBrass®は良好な熱間鍛造性を有し、
最適な鍛造温度は580~650℃です。一方、C3771は、620℃以下、及び820℃で割れを生じました。
またECO BRASS®の推奨鍛造温度は、変形抵抗が小さい700~760℃の範囲です。
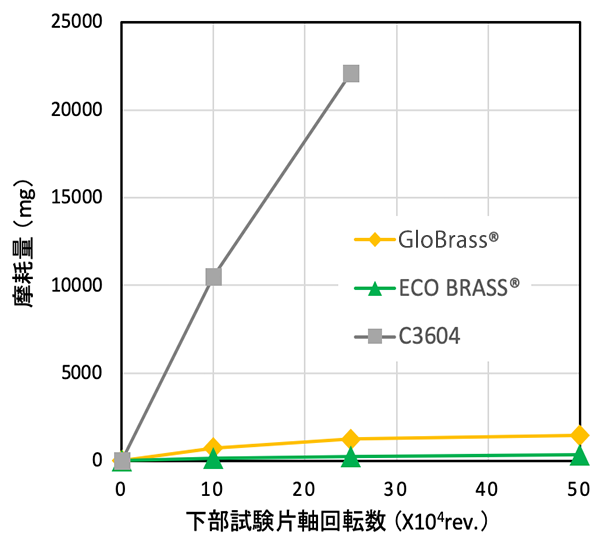
潤滑下のアムスラー摩耗試験でGloBrass®、ECO BRASS®とC3604の摩耗量を比較しました。
GloBrass®、ECO BRASS®の摩耗量は、C3604に比べて非常に少なく、優れた耐摩耗性を有しています。
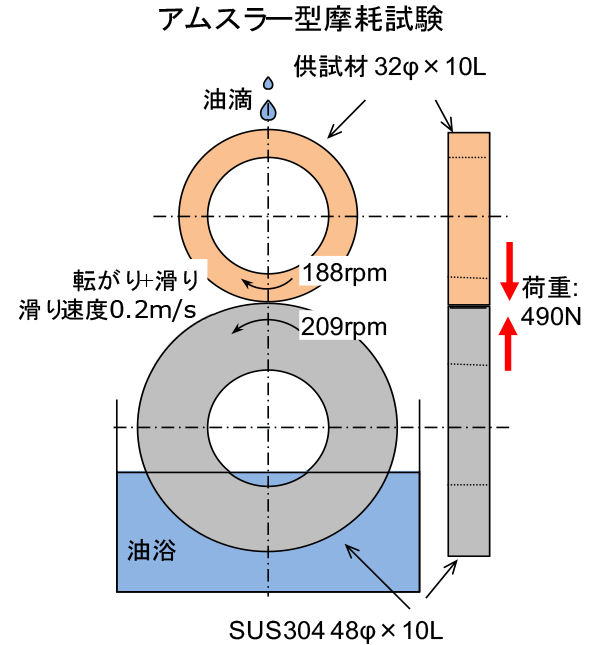
潤滑条件:シリコンオイル
滴下+油浴
ECO BRASS®は、合金中にZn成分が少ないことと、マトリックス中に電気化学的に卑なβ相が存在しないので、優れた耐脱亜鉛腐食性を有しています。

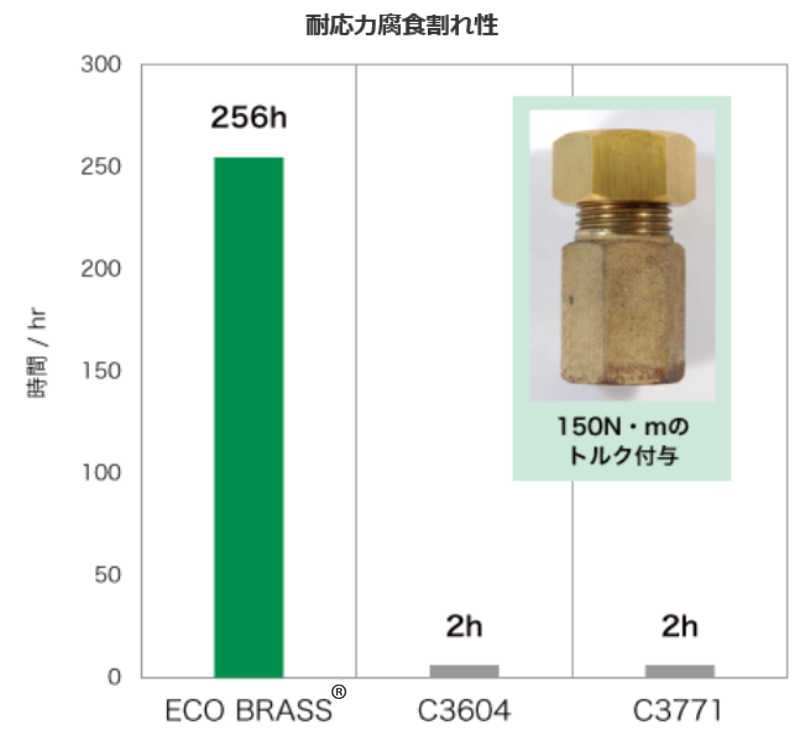
応力腐食割れは、黄銅材が抱える問題点です。ECO BRASS® は、Zn 含有量を低減し、応力腐食割れ抑制元素であるシリコンを3%添加することによって、この問題を解決しました。
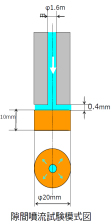
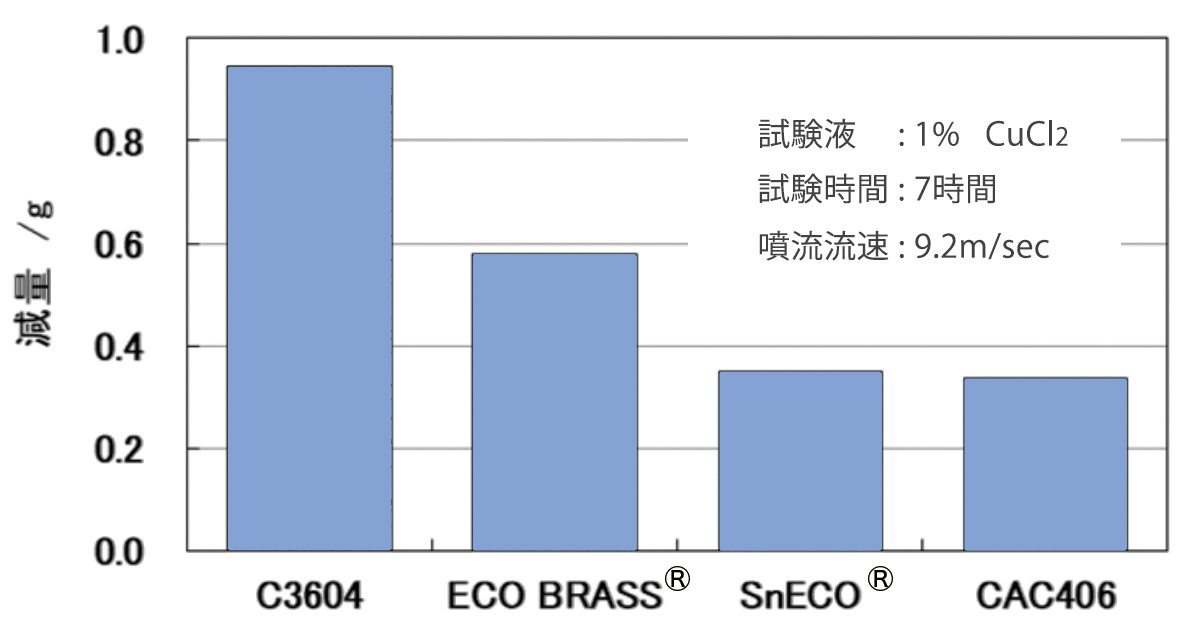
ECO BRASS®は、エロージョンコロージョンに対しても優れた特性を有しています。特にSnECO® (C6931)は、Snの添加によってCAC406と同等の特性を得ることが出来ました。
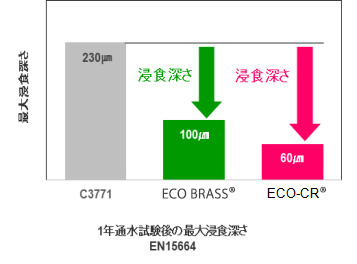
高耐食エコブラスECO-CR®は、ECO BRASS®より耐食性に優れています。厳しい腐食環境下で、ECO BRASS®に局部的な腐食を生じた場合、ECO-CR®を推奨します。
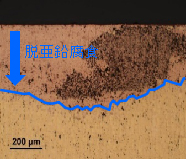 C3604
C3604
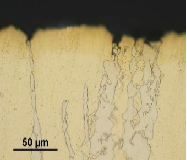 ECO-CR®
ECO-CR®
ISO6509 脱亜鉛腐食試験結果
押出グループ(東京) TEL:03-5252-5202
押出グループ(大阪) TEL:06-6355-5101